![[about:title]](/style/newbanner.jpg)
包裝(zhuāng)機卷筒包裝材料商標圖案定位控製
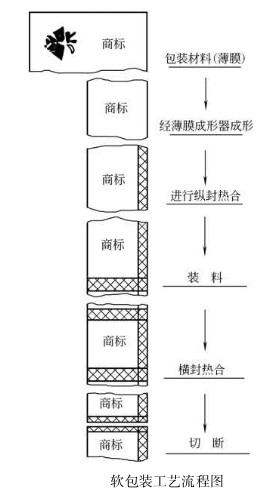
現代(dài)商品的包裝(zhuāng),不(bú)僅是為(wéi)了保護商品,而(ér)且也是為了(le)商品的美觀促銷,因此絕大(dà)多數商品包裝袋( 盒)上都(dōu)印有精美的彩色商(shāng)標圖案。在自動包裝作業中,保(bǎo)持商品的商標圖案位置正(zhèng)確,這是對包(bāo)裝質量的基本要求。目前采用卷筒包裝材料(塑料(liào)薄膜、紙(zhǐ)、複合材料等,以下以紙為(wéi)例)進行軟包裝的商品種類很多。在軟包裝機上,包裝材料由牽引機構( 送紙機構)自卷筒中引出,經成形器製成筒狀,由縱封器縱封(fēng)熱合,充填內裝物,再經橫封熱合、切刀切斷後排出成品,其工藝過程如圖所示。
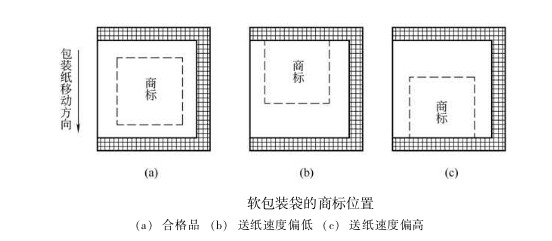
在包裝作(zuò)業過程中,卷筒半(bàn)徑逐漸(jiàn)減小,包裝紙所受張力(lì)發生變化,送紙輥與(yǔ)包裝紙之間的摩擦(cā)因(yīn)數受環境溫濕度的影響而發生波動,加上商標(biāo)印刷誤差,以及送紙、縱(zòng)封、橫封、切(qiē)斷各部分速度的差異等因素,使得刀輥的實際切線偏離規定(dìng)部位。即使這種位置誤差很小,例如在某—包裝袋(dài)上(shàng)隻偏差0.1mm,但包裝機速度很快,有的高(gāo)達200包/min, 如不(bú)加以控(kòng)製調節,機器運行1垃i六 後,誤差積累可達20mm,切線嚴重(chóng)偏離規定部位,降低(dī)了包裝質量,甚至造成廢品。如圖所示,圖(a)為合格品; 圖 (b) 為送紙速度偏低,商標後移; 圖 (c) 為送(sòng)紙速度偏高, 商標前移(yí)。 為了(le)保證包裝袋的正(zhèng)確封切(qiē), 必須在卷筒紙供送係統中, 引人商標圖案自動位(wèi)置檢測(cè)與控製係統。目前應用廣泛(fàn)的(de)是光電自動定位係統。
光電自動定位係統用光電頭跟蹤檢測包裝紙上的定位色標,通過(guò)比較送紙速度與橫封切斷速度的(de)誤差,輸出相應的控製信號,推動(dòng)執(zhí)行機構(gòu)實現自動定位或(huò)進行誤差補償。為了檢測可靠,要求(qiú)定位色標與包裝紙的底色有明顯的色差, 反差越大,檢測越(yuè)靈敏。色標顏色要鮮明,印刷(shuā)油墨要均勻,要占有(yǒu)—定的麵積,一般色標呈矩形,寬4-6mm,長8-15mm。
根據包裝機選擇的包裝材(cái)料(liào)的不同(tóng),光電(diàn)檢測器分為透射式和(hé)反射式兩種。透射式用於透明材(cái)料的檢測,包裝材料在發射頭與接收頭之間通過。采用這種方式,即使包(bāo)裝(zhuāng)材料在進給過程中有(yǒu)些跳動, 也不會影響檢(jiǎn)測靈敏度, 且不易受環境燈光的(de)幹擾(rǎo)。反射式用於(yú)不(bú)透明的包裝材料,在這種場合下,要求會聚光束在包裝材料或反射板上形(xíng)成焦點,所以不允許(xǔ)包裝材料在通過(guò)檢測部位(wèi)時有較大的跳動。
下圖為一種反射式光(guāng)電檢測器結構示意圖。燈泡發出的光經透鏡(jìng)5 聚光射向篩狀反射板2,此板將約二分之—的光(guāng)反射,經透鏡3射至包裝薄膜( 緊貼反射屏),包裝薄膜的反射光穿過(guò)篩狀反射板,會聚在光電池7 上。光電池把不同顏色的反射光(guāng)信(xìn)號轉換成對(duì)應強(qiáng)度的薄膜電信號,供係統捕(bǔ)捉定位色標。在(zài)這種光電檢測器上,裝有測光靈敏度(dù)調節旋鈕,根據包裝(zhuāng)薄膜底(dǐ)色與(yǔ)色標的(de)顏色差別,選擇不同的靈敏度,可分別檢測黑(hēi)色(sè)、深紅色、淺粉色直至白(bái)色。此外還裝(zhuāng)有亮通與暗通微(wēi)形轉(zhuǎn)換開關,裝有發光二極管指示燈,當檢測信號起作用時,指示燈亮,便於(yú)查找故障。
光電(diàn)自動定位係(xì)統,按工作方式可分(fèn)為間歇式和連續式兩(liǎng)大類(lèi),分別用(yòng)於間歇和連續供給包裝材料、製袋、封切的包裝機(jī)中。按照定位和誤差補償原理的不同(tóng),間歇式定位係統又可分為(wéi)正負(fù)補償式、色標直接定位式和進退式; 連續式又可分為進退式、製(zhì)動式、加速式和雙傳動(dòng)同步式。
相關文章(zhāng):包裝機(jī)設計(jì)程序(xù)
 QQ:133011503
QQ:133011503 13589095288
13589095288 0531-88908865
0531-88908865