![[about:title]](/style/newbanner.jpg)
一、臥式間歇製袋三邊封口包裝機
此(cǐ)類機型(xíng)如下圖(tú)所示:
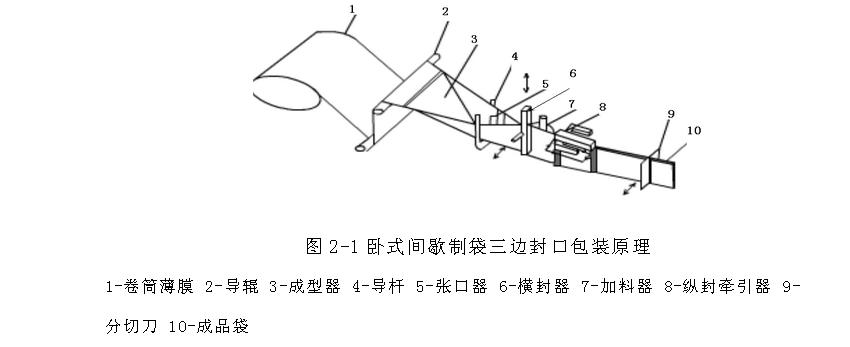
工作流程:1經2引入3,在3及4的作用下形成U形並由5撐開。當7下(xià)行進入加料位置(zhì)時,6閉合,同時裝填物料;隨後,6和7複位;緊接著,8閉合熱封並牽(qiān)引薄(báo)膜移動一個袋位;後由(yóu)9把包裝袋切斷。
二、橫枕式自動製袋裝填包裝機
此類(lèi)機型如下圖所示:
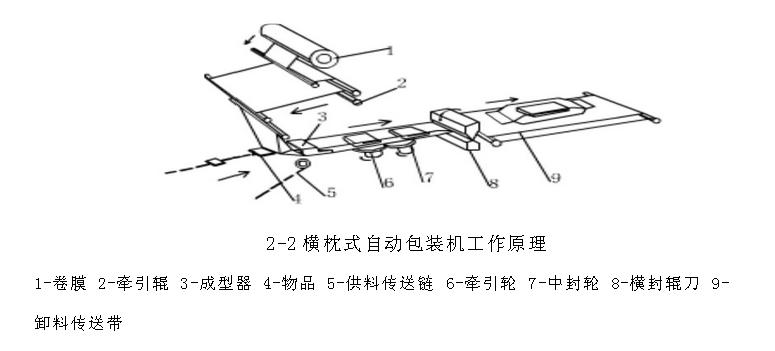
應用範圍:餅幹、速食麵等的自動包裝
性能(néng):集自動裹包物品,封口,切斷於一體
包裝材(cái)料:塑料或複合材料(liào),采用卷盤式薄膜供料(liào)
工作流(liú)程:由2鬆卷(juàn),經1的的導向進入(rù)3,受3的作用,1自然形成(chéng)卷包的形式。同時,待包4由供送輸送鏈送入至(zhì)1卷包(bāo)的(de)空間。卷包的1在6的作用下向前運行並被7實施縱封熱融封合。4隨薄膜同步運行。包(bāo)裝4在後經8封合切斷,形成一(yī)個成品包裝,由9輸出,由於其包裝形式呈枕狀,故成為枕式裹包(bāo)或中縫包裝。
三、立式自(zì)動製袋裝填包裝機(jī)
立式間歇(xiē)製袋中縫封口包裝機
此類機型包裝原理(lǐ)圖所示:
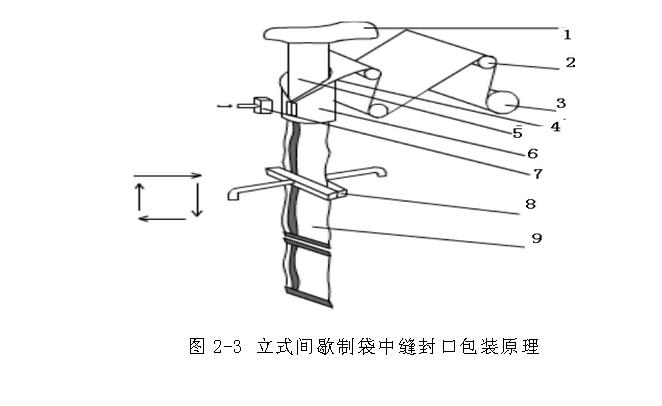
1—薄膜 2—導輥 3—卷筒(tǒng)塑料薄膜 4—成型器 5—內筒 6—成型筒 7—縱封器 8—橫(héng)封器
工(gōng)作(zuò)流程(chéng):3經2被(bèi)引入4,通(tōng)過4和5以及6的作用,形(xíng)成中縫搭(dā)接的圓(yuán)筒形。其中5的作用(yòng)為:外作製袋管,內(nèi)為輸料管。 封合時,7垂直(zhí)壓(yā)合(hé)在套於5外壁的1搭接處,加熱形成牢固的縱封。其後,縱封(fēng)器回退複位,由8閉合(hé)對1進行橫封同時向下牽引一個袋的距離,並在終(zhōng)位置加壓(yā)切斷。可(kě)見,每一個橫封可以同時完成上袋的下口和下袋的上(shàng)口封合。而物料的充填是在1受牽引下移時完成的。
立式雙卷膜製袋和單卷膜等切對合成型製袋四邊(biān)封口(kǒu)包裝機
此類包裝機可製造四邊封口的(de)包裝袋型。雙卷膜製袋包裝機(jī)采用兩卷薄膜進行連續製袋,左右薄膜卷料對稱配置,經各自的導輥被縱封滾輪牽引,進入引導管處匯合。薄膜在牽引的同時被封合兩邊緣,形成兩條縱封縫。在(zài)橫封輥閉合後,物料由加料器進入,隨後完成橫封切斷分離(lí)上下包裝(zhuāng)袋。 單卷膜等切對合成型製袋包裝機隻采用一卷薄膜製袋(dài),其製袋過程是先將 薄膜對中等(děng)切分離,然後兩半材料複合成型。其成型(xíng)原理(lǐ)及性能(néng)比前者更優異。
立(lì)式連續製袋三邊封(fēng)口包裝機
此類包裝機如下圖所示:
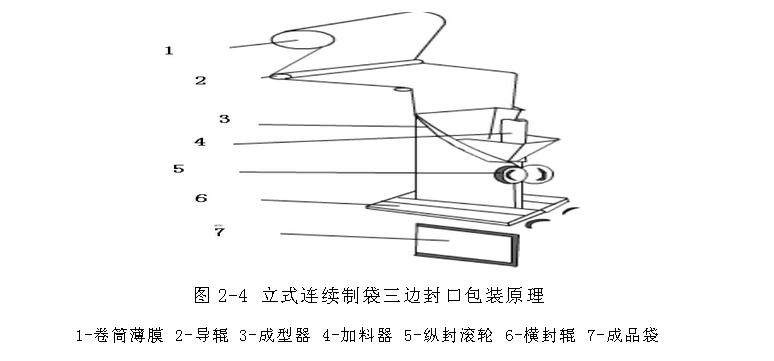
工作流程:1在5的牽引(yǐn)下(xià),通過2進入製袋3形成紙管狀。5在牽引的(de)同時封合紙管對接(jiē)兩邊緣(yuán)。隨後(hòu)由6閉合實行橫封切斷。同樣,每次(cì)橫封動(dòng)作可以完成下袋的上口和上袋的下口封合,並切斷(duàn)分離。在紙(zhǐ)管受縱封牽引下行至橫封閉合前可以完成物料的填充。
立式連續製(zhì)袋三(sān)邊封口包裝機的變(biàn)形舉例:
根(gēn)據這一包裝原理可設計出(chū)多種袋型。例如把立式連續製袋(dài)三邊封口包裝機 中橫封輥(gǔn)旋轉900布置(zhì),使縱封的封合(hé)麵與橫封的封合麵成垂直狀態,則可生產另一袋型,如圖示。
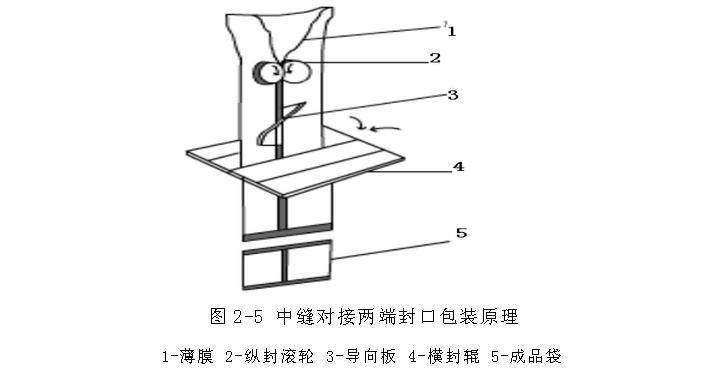
工作流(liú)程:包裝1被2牽引縱封,通過3並被4封合切斷,繼而形成兩端縫合、中縫對折(shé)的包裝。
 QQ:133011503
QQ:133011503 13589095288
13589095288 0531-88908865
0531-88908865