![[about:title]](/style/newbanner.jpg)
包裝機自動控製係(xì)統的組成
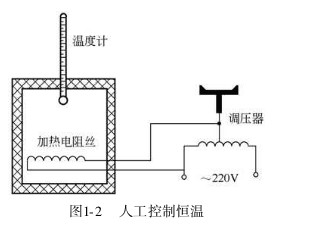
溫(wēn)度是包裝作業中常(cháng)見的控製對象,如包裝袋封口時,根據包裝袋材料的不同,必須使封口溫度穩定在某(mǒu)—範圍之內,溫度過高會使袋口(kǒu)材料(liào)部分熔化,溫(wēn)度低了(le)則會使封口(kǒu)不嚴,兩者都導致廢品。下圖是用人工控製恒(héng)溫原理示意圖。 改變調壓器的電壓輸出,即可調節電阻(zǔ)絲中的電流,從而調(diào)節恒溫箱的溫度。人工調節(jiē)過程大致如下。
(1) 根(gēn)據封(fēng)口(kǒu)狀況, 觀測溫度計讀數。
(2) 與要求的溫度值進行比較,得出溫度偏高或偏低的數據,即溫度偏差(chà)的大小和(hé)方向。
(3) 根據溫度偏差的大(dà)小和方向,如超出允許範圍值,移動調(diào)壓器的滑動觸頭進行調節。如溫度偏(piān)高,則減(jiǎn)小輸出電壓,使溫度降低; 如溫度偏低,則升高輸出電壓,使(shǐ)恒溫箱溫度升高。
由此可見,人工控溫的過程就是操(cāo)作人員檢測溫度,計算偏差 (大小和方(fāng)向(xiàng)),再糾正偏差的過程。
如果將控溫過程中的(de)人工操作 (檢測和調節) 換由自動(dòng)控製裝置完成(chéng),則成為包裝機自動控溫係統。如下圖所示,檢測元件熱電偶檢測(cè)恒溫箱內的溫度,並將溫度轉換為對應的電壓信號2 ,同時反饋給比較器。比較器(qì)比較表示給(gěi)定溫(wēn)度的給定電壓信號1與檢測電(diàn)壓信號2的大小,得到溫差(chà)信(xìn)號,其大小和正負代表溫差的大小和方向。溫差(chà)信號△經電壓放大和功率放大後(hòu),控(kòng)製執(zhí)行電機的轉(zhuǎn)速和方向,執行電機通(tōng)過傳動裝置拖動調壓器觸頭調節供熱電壓。當溫度偏高時,動觸頭向著減小電壓( 電流)方向轉動; 反(fǎn)之,當溫度(dù)偏低時,動(dòng)觸頭則向著增大電壓( 電(diàn)流)方向運動,直至恒溫(wēn)箱內溫度達到給定溫度,溫差信號△=0 時觸頭停止運動(dòng)。
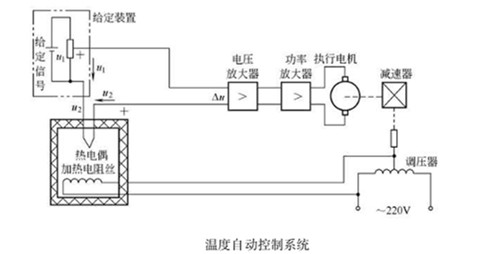
為了表明包(bāo)裝機自動控製(zhì)係統的(de)組成以及信號傳遞情況,通常把組成係統的(de)各個環節用方框圖表示,並(bìng)用箭頭(tóu)標明各作用(yòng)量的傳遞情況。下圖為上述包裝(zhuāng)機自動控製係統的組成方框圖。在描述自控係統組(zǔ)成時(shí)通常采用以下幾(jǐ)個術語(yǔ):
(1) 給定元件 可根據工藝要(yào)求調(diào)節(jiē)給定信號(hào)大小的裝置或元件。
(2) 檢測元件 由它感受被控對象中被控變量的變化,並將其(qí)轉換為電信號( 如電壓、電流)的裝置。檢測元件在生產(chǎn)中時刻監視並檢測過程運行狀(zhuàng)態,其輸出信(xìn)號(hào)是控(kòng)製的依據,因此要求準確、及時、靈敏。
(3) 比較(jiào)環節 在此處將檢測元件輸出的反饋信號與給定信號相比較(jiào), 決(jué)定偏(piān)差(chà)信號的大小和方向 (正負)。
(4) 放大元件 由於偏差信號—般都較小,因此要通過電壓放大和功率放(fàng)大,才能驅動(dòng)執行機構。放大元(yuán)件現多為(wéi)晶體管(guǎn)放大(dà)器或集成放(fàng)大器。比較元件和放大元件組合在—起(qǐ),有的文獻稱為(wéi)控(kòng)製器或調節器。
(5) 執(zhí)行元件 執行元件的作用是接收經過放大的偏差信號,直接驅動被控對象(xiàng),使被(bèi)控變量發生變化,以減小偏差,實(shí)現控製要(yào)求。
( 6) 被控對象(控製對象、被調對象)指在自控係統中其工藝參數需要控製的生(shēng)產設備或機器。包裝(zhuāng)過程中的加熱器、自動計量的(de)料鬥、速度控製中(zhōng)的電機等都可以是(shì)被控對象。
包裝機自動控製係統中的(de)各種作(zuò)用(yòng)量(liàng)和被控製量有(yǒu):
(1) 輸人量 又稱(chēng)控製量或調節(jiē)量,通常由給定信(xìn)號電壓構成,或通過檢測(cè)元件將非電輸人量轉(zhuǎn)換成電壓信號。
(2) 輸出量 又稱被(bèi)控製量或被(bèi)調量,是被控製對象的輸(shū)出,是自動控製的(de)目標。
(3) 反饋量 通(tōng)過檢測元件將輸出量轉(zhuǎn)變成(chéng)與給定信號(hào)性質相同、數量相同、數值(zhí)相近的電壓信號。
(4) 擾動量 又稱幹擾或噪聲,通(tōng)常(cháng)指引起輸出(chū)量發生變化的各種因素。來自係統外部的擾動稱為外擾動。例如電動機負載轉矩的變(biàn)化,電網電壓(yā)的波動,環境溫度的(de)變化等。來(lái)自係統內部(bù)的擾動稱(chēng)為內擾動,如係統元件(jiàn)參數的變化, 運算放大器的零點漂移等。
(5) 偏差 輸人量與實際輸出量之差, 即(jí)給定值與反饋值之差。 在實際控製係統中(zhōng),能夠直接獲取的信息是被控量的測量值而不(bú)是(shì)實際(jì)值, 因此通常把設定值與測量值之差作為偏差值。
相關文章:全(quán)自動包裝機的計量供(gòng)給自動控製
 QQ:133011503
QQ:133011503 13589095288
13589095288 0531-88908865
0531-88908865